
સંબંધિત સમાચાર

ટર્નિંગ unalloyed સ્ટીલ
સામગ્રીનું વર્ગીકરણ: P1.1
અનલોય્ડ સ્ટીલમાં 0.55% સુધીની કાર્બન સામગ્રી હોય છે. લો-કાર્બન સ્ટીલ્સ (કાર્બન સામગ્રી
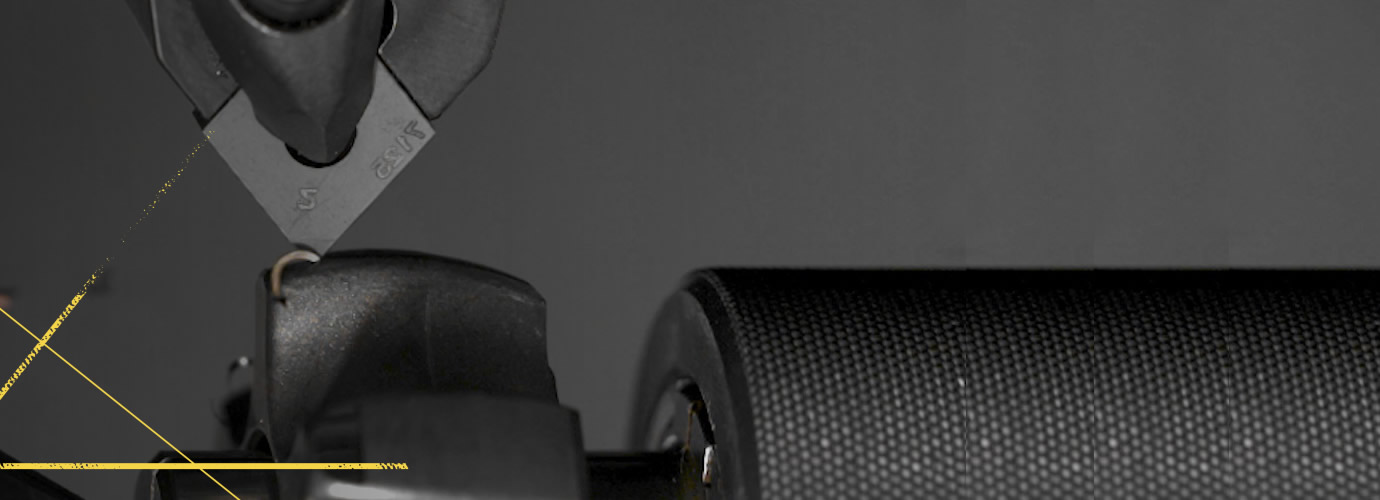
ચિપને તોડવા અને ચલાવવા માટે, શક્ય તેટલા ઉચ્ચતમ ફીડનું લક્ષ્ય રાખો. વાઇપર દાખલ કરવાની ખૂબ ભલામણ કરવામાં આવે છે.
ઇન્સર્ટ પર બિલ્ટ-અપ ધાર ટાળવા માટે ઉચ્ચ કટિંગ ઝડપનો ઉપયોગ કરો, જે સપાટીને નકારાત્મક રીતે પ્રભાવિત કરી શકે છે. તીક્ષ્ણ કિનારીઓ અને હળવા કટીંગ ભૂમિતિઓ સ્મીયરિંગની વૃત્તિઓને ઘટાડશે અને ધારને બગાડતા અટકાવશે.
ટર્નિંગ ફેરીટિક અને માર્ટેન્સિટિક સ્ટેનલેસ સ્ટીલ્સ
સામગ્રીનું વર્ગીકરણ: P5.1
આ સ્ટેનલેસ સ્ટીલને સ્ટીલ સામગ્રી તરીકે વર્ગીકૃત કરવામાં આવે છે, તેથી સામગ્રી વર્ગીકરણ P5.x સાથે. આ પ્રકારના સ્ટીલ્સ માટે સામાન્ય મશીનિંગ ભલામણો અમારા સ્ટેનલેસ સ્ટીલ ગ્રેડ અને ભૂમિતિઓ છે.
માર્ટેન્સિટિક સ્ટીલ્સને સખત સ્થિતિમાં મશીન કરી શકાય છે જેમાં ઇન્સર્ટના પ્લાસ્ટિક વિરૂપતા પ્રતિકાર પર વધારાની માંગની જરૂર હોય છે. CBN ગ્રેડ, HRC = 55 અને ઉચ્ચનો ઉપયોગ કરવાનું વિચારો.
ટર્નિંગ ઓસ્ટેનિટિક સ્ટેનલેસ સ્ટીલ્સ